Los componentes magnéticos moldeados por inyección ofrecen varias ventajas sobre los imanes tradicionales. Resisten el óxido de manera más eficaz y mantienen un tamaño muy precisoAdemás, se pueden fabricar en un amplia variedad de formasEstas piezas se producen utilizando técnicas de moldeo especializadas que combinan materiales como NdFeB y ferrita, lo que las hace muy versátiles para muchas industrias. ZOYN es líder en este campo, proporcionando soluciones que satisfacen requisitos exigentes.
|
Métrica/Aspecto |
Datos/Valor |
|---|---|
|
2.500 millones de dólares |
|
|
Valoración de mercado proyectada (2033) |
4.200 millones de dólares |
|
Tasa de crecimiento anual compuesta (TCAC) (2026-2033) |
6,5% |
Los imanes moldeados por inyección ofrecen la ventaja de agilizar la producción y reducir los pasos de montaje. Por eso, muchos fabricantes los prefieren hoy en día.
Los componentes magnéticos moldeados por inyección ofrecen a los diseñadores una amplia gama de opciones. Los fabricantes pueden crear formas complejas que optimizan el funcionamiento de los productos. Esto también implica menos pasos para ensamblarlos.
Estos imanes utilizan diferentes materiales y aglutinantes. Esto permite a los fabricantes elegir la combinación ideal de fuerza, resistencia al calor y dureza. Pueden elegir lo que mejor se adapte a cada tarea.
El moldeo por inyección protege los imanes de la oxidación y los daños. Esto les permite una mayor durabilidad y un buen funcionamiento en entornos difíciles como automóviles y herramientas médicas.
El proceso produce piezas con dimensiones exactas y superficies lisas. Esto ahorra tiempo y reduce los residuos en comparación con los métodos tradicionales de fabricación de imanes.
Los imanes moldeados por inyección son más económicos de fabricar. Se pueden fabricar rápidamente y en grandes cantidades. Es fácil añadirlos a otras piezas. Esto ayuda a las empresas a fabricar mejores productos con mayor rapidez.
Los componentes magnéticos moldeados por inyección ofrecen gran libertad de diseño. Los fabricantes pueden crear formas difíciles de conseguir con otros métodos. Permiten crear piezas delgadas y ligeras. Se pueden integrar numerosas funciones en una sola pieza. Esto impulsa nuevas ideas en el sector automotriz y de la electrónica.
Puedes hacer formas complicadas, como anillos magnéticos internos multipolares y carcasas de sensores.
Sobremoldeo y moldeo por inserción Permite mezclar imanes con metales o plásticos en una sola pieza.
Los ingenieros pueden cambiar el modo en que se distribuyen y se alinean las partículas magnéticas, para que el imán funcione correctamente.
El moldeo especial de ZOYN les permite crear piezas con formas y características innovadoras. Esto ayuda a los clientes a materializar rápidamente sus nuevas ideas.
Esta libertad de diseño implica menos pasos y piezas. Facilita las cosas. Más rápido de construir y ahorra dineroEn los automóviles, estos imanes facilitan el correcto funcionamiento de los sensores y actuadores. En electrónica, hacen posible el uso de pequeños conectores y altavoces.
El moldeo por inyección funciona con numerosos materiales magnéticos y poliméricos. Esto permite a los fabricantes elegir el que mejor se adapte a sus necesidades.
|
Ejemplos / Calificaciones |
Propiedades/características clave |
Rango de temperatura de aplicación |
|
|---|---|---|---|
|
Materiales magnéticos |
Ferrita, NdFeB, SmCo, SmFeN |
Cada imán tiene distinta fuerza y forma. Los imanes unidos no son tan fuertes, pero se pueden fabricar con formas originales. |
-40°C a 160°C |
|
Aglutinantes poliméricos |
Nailon 6 (PA6), nailon 12 (PA12), PPS |
El PA6 y el PA12 fluyen bien, son más económicos y tienen una resistencia media. El PPS soporta mejor el calor, no se quema fácilmente y es más resistente. |
-40°C a 160°C |
Los fabricantes eligen materiales que ofrecen la resistencia, la resistencia al calor y la tenacidad adecuadas. El PA6 y el PA12 son ideales para múltiples usos y ahorran dinero. El PPS es mejor si se necesita mayor resistencia al calor. Con estas opciones, los imanes pueden utilizarse en micromotores, rodillos de impresora y piezas de automóviles.
Mezclar diferentes materiales en un solo paso es una gran ventaja. Permite a los ingenieros controlar el funcionamiento del producto.
La personalización es una de las principales razones por las que a la gente le gustan los componentes magnéticos moldeados por inyección. El molde determina la forma y el tamaño finales. Esto facilita la fabricación repetida de piezas especiales. Tras el moldeo, las máquinas magnetizan las piezas para obtener la dirección correcta, incluso en el caso de imanes multipolares.
Los fabricantes pueden unir imanes con otras piezas de diferentes maneras:
Moldeo por inserción: se coloca un imán en el molde y luego se cubre con plástico para sujetarlo firmemente.
Sobremoldeo: cubre todo el imán, manteniéndolo a salvo de lugares difíciles.
Soldadura ultrasónica: Utiliza el sonido para pegar dos piezas de plástico con un imán en su interior.
Fijación a presión y con tornillos: utiliza clips o tornillos para mantener los imanes en su lugar.
Elementos adicionales como ranuras, escalones o cubiertas ayudan a mantener los imanes seguros durante y después del moldeo. El sobremoldeo y la soldadura ultrasónica pueden cubrir todo el imán, lo cual es ideal para uso médico o en exteriores.
ZOYN es experta en crear soluciones personalizadas. Trabajan con sus clientes para diseñar y fabricar imanes que se ajusten perfectamente, desde la forma y el tamaño hasta la magnetización y el ensamblaje.
Estas formas de personalización ayudan a los fabricantes a crear productos diferentes. Por eso, los imanes moldeados por inyección son una excelente opción para nuevos diseños.
Los componentes magnéticos moldeados por inyección no se oxidan fácilmente. El aglutinante de polímero forma un escudo Alrededor de cada partícula magnética, este escudo protege el metal interior del agua y los materiales dañinos. Recubrimientos especiales, como la fosfatación o el silano, fortalecen la unión entre el polvo y el polímero. Estos pasos prolongan la vida útil de los imanes, incluso en entornos difíciles.
El aglutinante de polímero mantiene separadas las partículas magnéticas.
Los recubrimientos superficiales ayudan a que los imanes se mantengan fuertes en condiciones climáticas adversas.
La superficie lisa ayuda a evitar astillas y grietas.
Las pruebas muestran que estos imanes pierden menos del 5% de su fuerza Después de usar agua caliente, cambios bruscos de temperatura o vapor, son ideales para automóviles, herramientas médicas y equipo para actividades al aire libre.
El moldeo por inyección produce piezas muy precisas. La mayoría de las piezas se fabrican con tolerancias cercanas a ±0,005 mmEsto se debe a moldes CNC especiales y a minuciosos controles del proceso. El proceso también produce superficies lisas y una fuerza magnética uniforme.
|
Rango de tamaño de característica (mm) |
Tolerancia dimensional típica (mm) |
Notas |
|---|---|---|
|
< 3 |
±0,03 |
Pequeñas características |
|
3 a 6 |
±0,05 |
Características medianas y pequeñas |
|
6 a 15 |
±0,08 |
Características medianas |
|
15 a 30 |
±0,15 |
Funciones más grandes |
|
30 a 60 |
±0,25 |
Características más grandes |
Los imanes sinterizados requieren corte y pulido adicionales, lo que reduce la precisión y desperdicia material. Los imanes moldeados por inyección se fabrican en un solo paso. Este Mantiene los tamaños correctos y reduce el desperdicio.
Los imanes moldeados por inyección funcionan bien a diversas temperaturas. El aglutinante y el polvo seleccionado establecen la temperatura máxima segura. Por ejemplo, Los imanes de nailon 6 pueden soportar hasta 150 °C.Los imanes de PPS pueden alcanzar temperaturas de hasta 180 °C. Los polvos de SmCo son muy estables a altas temperaturas.
|
Aglutinante / Material magnético |
Temperatura máxima de funcionamiento |
Notas |
|---|---|---|
|
Nailon 6 (PA6) |
140-150°C |
Aglutinante común para moldeo por inyección |
|
Nailon 12 (PA12) |
120-150°C |
No se recomienda por encima de 150°C |
|
PPS |
Hasta 180°C |
Aglutinante de alta temperatura |
|
Ferrita + nailon 6 |
Hasta 150°C |
Bueno para piezas de automóviles. |
|
Ferrita + PPS |
Hasta 180°C |
Para entornos de alta temperatura |
|
NdFeB (grado de alta energía) |
Hasta 120°C |
Pérdida irreversible por encima de 120 °C |
La mezcla adecuada de aglutinante y polvo mantiene los imanes estables, incluso cuando hace calor.
Los imanes moldeados por inyección utilizan polvos diminutos mezclados con aglutinantes plásticos. Esta configuración interrumpe las trayectorias de las corrientes de Foucault. Los recubrimientos en cada partícula mantienen pequeñas las corrientes de Foucault.Por ello, estos imanes no desperdician mucha energía en forma de calor, lo que los hace ideales para motores y sensores.
Los polvos y recubrimientos pequeños detienen los grandes bucles de corrientes de Foucault.
El aglutinante de plástico bloquea las corrientes de Foucault, lo que hace que los imanes funcionen mejor.
La baja pérdida de corrientes parásitas ayuda a que los dispositivos se mantengan fríos y duren más.
Esta estructura especial ayuda a que los imanes moldeados por inyección funcionen bien en usos rápidos y de alta frecuencia.
Los componentes magnéticos moldeados por inyección son ideales para fabricar muchas piezas. Empresas Gastar dinero en moldes y máquinas al principio, pero ahorran dinero después. El proceso es Rápido y hace muchas piezas que son todas iguales.Estas piezas se fabrican con gran precisión. Los fabricantes pueden crear formas complejas y ajustes precisos que resultan difíciles de lograr con otros métodos. Por eso, el moldeo por inyección es ideal para fabricar millones de piezas, como en automóviles, frenos y electrónica.
El moldeo por inyección es especial porque permite fabricar piezas magnéticas complejas de forma rápida y a bajo coste.
El moldeo por inyección genera menos residuos que los métodos tradicionales de fabricación de imanes. Utiliza la cantidad justa de material para cada pieza, por lo que no sobra mucho. Las empresas suelen reutilizar los restos, lo que contribuye al medio ambiente.
Los imanes ayudan a clasificar mejor los residuos, por lo que llega menos cantidad a los vertederos.
Una mejor clasificación contribuye al reciclaje y a ser más ecológico.
Reutilizar las sobras para fabricar imanes es bueno para el planeta.
Menos residuos significa que ayudamos más a la Tierra.
El uso de imanes en el tratamiento de residuos ayuda a proteger la naturaleza.
El uso inteligente de los materiales ahorra dinero y ayuda a las empresas a ser más ecológicas.
Con los imanes moldeados por inyección, construir cosas es más fácil. Los fabricantes pueden colocar los imanes directamente en las piezas de plástico durante el moldeo. Esto implica menos pasos y una fabricación más rápida de los productos.
Insertar moldes pega imanes y plástico juntos, haciéndolos fuertes.
Se necesitan menos tornillos o pegamento, por lo que hay menos piezas y costos más bajos.
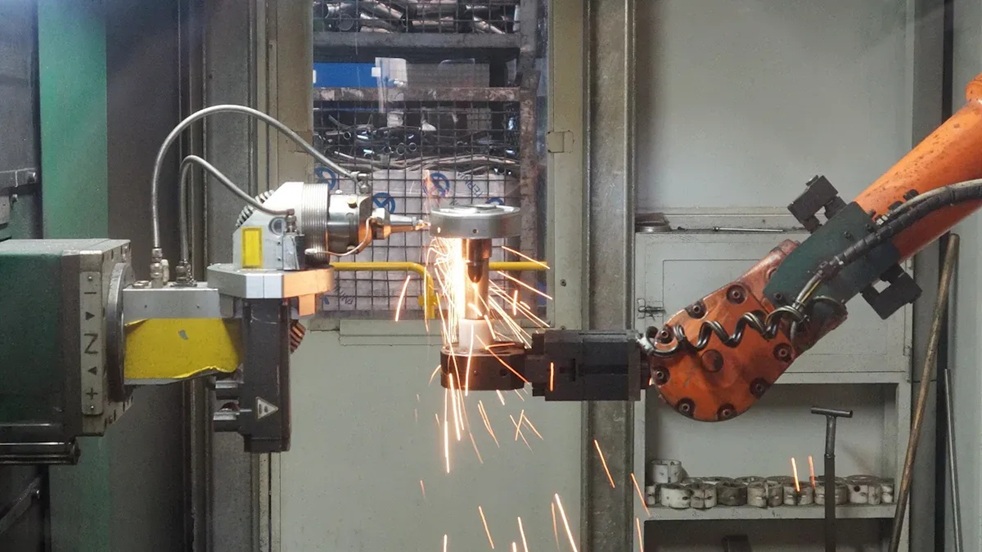
Los robots ayudan a colocar los imanes, haciendo las cosas más exactas y ahorrando trabajo.
Poner muchas piezas en una pieza moldeada ofrece más opciones de diseño y mejores resultados.
Por ejemplo, en sensores y aspiradoras de cocheAl colocar imanes durante el moldeo, se evitan pasos adicionales. Esto mejora el rendimiento de los productos y reduce su costo de fabricación. Obtener todas las piezas desde un solo lugar También hace que sea más fácil realizar el seguimiento y verificar la calidad, por lo que todo funciona mejor.
Comparación con los métodos tradicionales

Los imanes sinterizados se han utilizado en motores y electrónica durante mucho tiempo. Se fabrican presionando y calentando polvos magnéticos hasta que se adhieran. Esto los hace resistentes, pero también fáciles de romper o astillar. Los imanes moldeados por inyección se fabrican de forma diferente. Se mezcla polvo magnético con plástico y se le da forma en moldes. Esto los convierte en... Más resistente y menos propenso a agrietarse.
|
Aspecto |
Imanes de ferrita moldeados por inyección |
Imanes de ferrita sinterizada |
|---|---|---|
|
Polvo de ferrita mezclado con aglutinantes termoplásticos y aditivos, tecnología de moldeo por inyección |
Producido como cerámica mediante sinterización de polvo de ferrita. |
|
|
Complejidad de forma |
Puede producir formas complejas |
Limitado a formas más simples (redondas, anulares, de mosaico, cilíndricas) |
|
Precisión dimensional |
Mayor precisión (±0,08 mm) |
Precisión menor (±0,1 mm) |
|
Durabilidad mecánica |
Mejor resistencia a caídas y desgaste gracias al componente de nailon. |
Más frágil, menos resistente a caídas y abrasión. |
|
Propiedades magnéticas |
Menor fuerza magnética |
Mayor fuerza magnética |
|
Resistencia a la temperatura |
Temperatura máxima de funcionamiento alrededor de 100-150°C |
Resistencia a altas temperaturas de hasta 250 °C o más de 400 °C. |
|
Aplicaciones típicas |
Se utiliza donde se necesitan formas complejas, precisión y durabilidad mecánica (componentes de motor, sensores Hall, aparatos electrónicos, instrumentos de precisión). |
Preferible donde una mayor fuerza magnética y resistencia a la temperatura son críticas |
Los imanes moldeados por inyección se pueden fabricar en muchas formas y tamaños. Su parte de plástico les ayuda a resistir caídas y arañazos. Los imanes sinterizados son más resistentes, pero se rompen con mayor facilidad. Además, no se pueden fabricar en tantas formas como los imanes moldeados por inyección.
Los imanes moldeados por inyección permiten a los diseñadores crear piezas resistentes de diversas formas. Esto es ideal para productos que requieren resistencia y diseños especiales.
Los imanes unidos por compresión se fabrican presionando polvo magnético y aglutinante. Posteriormente, se curan para solidificarlos. Este método produce imanes más potentes, pero las formas son limitadas. Además, su fabricación requiere más tiempo. Los imanes moldeados por inyección utilizan plástico fundido y polvo magnético. Esta mezcla se introduce en moldes para fabricar las piezas. Este método es más rápido y permite obtener más formas.

 Español
Español